
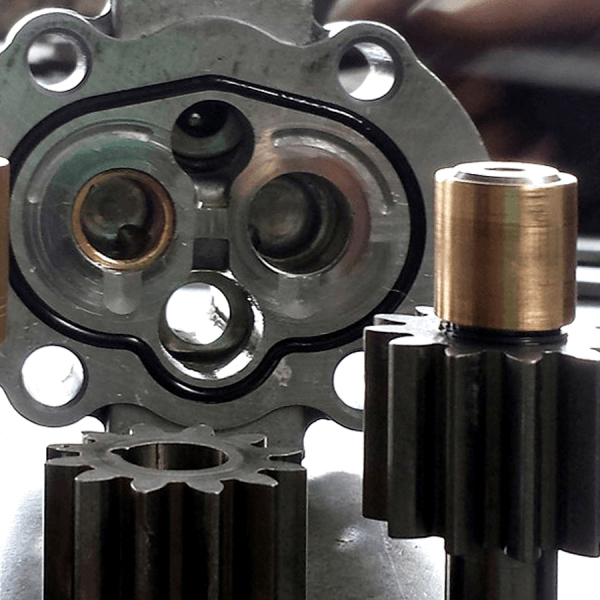
Наше предприятие выполняет качественный ремонт шестеренчатых насосов отечественных и импортных производителей.
По вопросам ремонта насосов нш звоните нашим менеджерам по телефону +7(988) 666-40-77
Основные неисправности шестеренчатого насоса
Износ стенок и дна колодцев корпуса, торцов шестерен и поверхностей цапф, отверстий втулок под цапфу, откалывание кромок буртиков крышки насоса под уплотнительный сальник, износ плоскости крышки.
Ремонт шестеренчатого насоса
Насос разбирают и ремонтируют, если у него объемный К. П.Д. менее 0,6 (после замены уплотнений). Чтобы правильно контролировать этот показатель, необходимо различать обозначения гидравлических насосов. В маркировках НШ-10Д, НШ-32 и НШ-46У цифра соответствует теоретической производительности нового насоса в кубических сантиметрах за один оборот шестерен. Буквы Д, У после цифры означают модель насоса. Направление врашения ведущей шестерни показано на табличке насоса буквой Л (левое) или П(правое, но чаще всего не обозначают )
Размеры корпуса шестеренчатого насоса, мм. Таблица 1
| Марка насоса | Маркировка | Д | Д1 | Д2 | d1 | d2 | A | H | H1 |
| НШ-32У-Л | Новый | 55+0,02 | 66+0,5 | 59+0,2 | 37+0,17 | 84+0,1 | 101 | ||
| Р1* | 55,5+0,02 | 66+0,5 | 59,5+0,2 | 37+0,17 | 84,3+0,1 | 101 | |||
| Р2* | 54,7+0,02 | 66+0,5 | 58,5+0,2 | 37+0,17 | 84,3+0,1 | 101 | |||
| Р3* | 54,5+0,02 | 66+0,5 | 58,5+0,2 | 37+0,17 | 84,3+0,1 | 101 |
* Размеры для корпусов, восстановленных обжатием
При разборке насосов отвертывают болты, снимают крышку насоса и вынимают детали вручную. Съемник применяют только при снятии из гнезда нижней пары втулок. Втулки крышки и уплотнительного кольца насосов НШ-32 и НШ-46 взаимозаменяемы, но если насос собирают снова из этих деталей, то обезличивание втулок и шестерен не допускается.
Поступившие первый раз в ремонт насосы ремонтируют методом смещения шестерен концентрическими втулками. Этот способ позволяет отремонтировать насос с меньшими затратами, так как восстановление корпуса насоса сводится к одной операции – расточение колодцев на увеличенный размер(табл.1; рис.1). насос собирают с эксцентриковыми втулками, величина смещения оси шестерен должна быть равняя половине разности размеров головок зубьев шестерен и колодцев корпуса.
Рис.1 . Корпус гидравлического насоса
При большем износе поверхностей корпуса насоса (второй и третий ремонт) корпус подвергают пластической деформации – обжатию в горячем состоянии.
Рис. 2. Приспособление для обжатия корпуса насоса: 1-ремонтируемый корпус насоса; 2-выталкиватель; 3-матрица; 4-корпус прессформы; 5-пуасон; 6-верхняя плита.
Для этого корпус помещают в электронагревательную печь с автоматическим регулированием температуры и выдерживают 30 мин. при 500+10 0 С. Затем корпус устанавливают в матрицу 3 (рис.2) приспособления и обжимают под прессом. Обжатие корпуса должно быть завершено при температуре не ниже 4300 С. Обжатый корпус подвергают термической обработке: нагрев и выдержка 30мин. при 5200 С, закалка в воде с температурой 60-1000 С и отпуск (старение) в течении 4-6ч при 170-1800 С. У обжатого корпуса растачивают на токарном станке 1Л62Б или на фрезерных станках 6М82 и 6М12П при помощи приспособления(рис.3).
Рис. 3. Приспособление для расточки корпусов шестеренчатых насосов: а — кондуктор для бесштифтовой установки корпуса; б — приспособление для расточки; в-оправка; 1-корпус приспособления; 2-штифт; 3-ось корпуса; 4-корпус кондуктора; 5-подвижный конус; 6-зажим; 7-резцовая оправка; 8-зажимной винт; 9-резец; 10-штифт; 11-резец.
Эллипсность расточенных колодцев должна быть не более 0,01мм, конусность – не более 0,02мм, непараллельность осей колодцев – не более 0,03мм, а несовпадение плоскостей днищ колодцев корпуса – не более 0,02мм. Глубину колодцев контролируют индикатором.
Для восстановления шестерен насосов шлифуют изношенные поверхности цапф, торцы и поверхности головок зубьев шестерен до ремонтных размеров на круглошлифовальном станке 3Б12. Шлифовальный кругу марки ПП-300х40х127-Эк заправляют для шлифования торцов шестерен, как показано на рисунке 4. Радиус закругления кромок зубьев должен составлять 0,01мм.
Рис. 4. Шлифование торцов шестерен: а-положение кромки круга при шлифовании; б-шлифование торца; в-заправка шлифовального круга.
Биение торцов зубьев шестерен относительно центровой линии допускается не более 0,01мм. Шлифовальный круг следует править после обработки 20-30 шестереню размеры шестерен после шлифования приведены в таблице 2.
Размеры шестерен шестеренчатого насоса после шлифования. Таблица 2
| Марка насоса | Маркировка | Наружный диаметр головки зуба шестерни, мм | Диаметр цапфы, мм | Длина зуба шестерни, мм |
| НШ-32У-Л | Новый | |||
| Р1 | ||||
| Р2 | ||||
| Р3 |
Глубина цементованного слоя шестерни после обработки должна быть не менее 0,8мм (твердость HRC 58-62).
В зависимости от длины зуба отремонтированные шестерни каждого ремонтного размера сортируют по группам с интервалом 0,005мм, пользуясь рычажной скобой.
Втулки насосов ремонтируют способом пластической деформации обжатием(рис.5) в холодном состоянии.
Рис. 5. Приспособление для обжатия втулок: а-приспособление для обжатия втулок; б-втулка; 1-стержень(рабочий инструмент); 2-пуасон; 3-втулка; 4-матрица; 5-вкладыш; 6-выталкиватель; 7-корпус матрицы.
Размеры заготовки втулки после обжатия приведены в таблице 3.
Размеры заготовки втулки после обжатия Таблица 3
| Марка насоса | D | D | A | L | L | B |
| НШ-32У-Л | 57+0,1 | 24,8+0,1 | 23+0,1 | 44 | 17 | 10 |
У обжатой втулки протачивают торец В, маслянну канавку до диаметра d1 (рис.6) развертывают или растачивают отверстие под цапфу до размера d.
Рис. 6.
При механической обработке применяют эксцентриковый цанговый патрон(рис.7), который позволяет обрабатывать втулки с эксцентриком.
Рис. 7. Эксцентриковый цанговый патрон: 1-цанга; 2-фиксатор втулки; 3-регулировочный болт; 4-корпус патрона; 5-зажимные винты.
Для обработки торцевых плоскостей Б и В (см. рис.6) на суппорте при помощи специальной головки устанавливают два резца (рис.8) так, чтобы длина втулки после обработки соответствовала данным таблицы 4.
Рис. 8. Размеры втулки после механической обработки (см. рис.6), мм Таблица 4
| Марка насоса | Маркировка | Д | d | d1 | dш |
| НШ-32У-Л | Новая втулка | 26+0,015 | 27,5+0,015 | ||
| Р1 | 25,9+0,015 | 27,5+0,015 | |||
| Р2 | 25,8+0,015 | 27,5+0,015 | |||
| Р3* | 25,7+0,015 | 27,5+0,015 |
* Размеры для корпусов насосов, восстановленных обжатием.
Продолжение
| Марка насоса | Маркировка | L | L1 | A | e |
| НШ-32У-Л | Новая втулка | 42,5-0,34 | — | ||
| Р1 | 42,5-0,34 | 0,35+0,01 | |||
| Р2 | 42,5-0,34 | 0,45+0,01 | |||
| Р3* | 42,5-0,34 | 0,50+0,01 |
Высота втулок, обработанных одновременно двумя резцами, обычно отличается не более чем на 0,005мм, и втулки соответствуют одной группе. Стыковые плоскости втулок фрезеруют на фрезерном станке при помощи приспособления(рис.9)
Рис.9. Фрезерование стыковой плоскости втулок: 1-втулки; 2-фреза.
Неровности привалочной поверхности крышки 1 (рис.10) насоса устраняют фрезерованием этой поверхности до выведения следов износа. Если у крышки буртик, удерживающий стопорное кольцо сальника, отломан, то на месте буртика делают выточку и в крышку устанавливают стальное кольцо 2, прикрепляемое винтами 3.
Рис. 10. Восстановление стопорного буртика крышки корпуса насоса: 1-крышка; 2-кольцо; 3-винт.
Втулки и шестерни, являются сопряженными деталями, подбирают по размерным группам так, чтобы длина каждой пары нижних втулок, шестерен и верхних втулок отличалась не более чем на 0,005мм. Втулки, установленные в корпус, не должны выступать более чем на на 0,005мм одна относительно другой. Резиновые уплотнительные кольца и манжету, потерявшее первоначальную упругость, заменяют. Подобранные шестерни и втулки перед сборкой насоса смазывают дизельным маслом. При сборке левого вращения корпус устанавливают в приспособление или тиски с медными губками так, чтобы входное отверстие было направленно к рабочему. Подобранную пару (левую и правую) нижних втулок вставляют в колодцы корпуса насоса. Ведущую шестерню устанавливают в правый колодец, а ведомую – в левый. При сборке насоса правого вращения ведущую шестерню устанавливают в левый колодец, а ведомую – в правый. Сальник смазывают тонким слоем графитовой смазки или солидолом и запрессовывают в крышку при помощи оправки. Маслосъемная кромка сальника должна быть обращена к внутренней стороне крышки. Собранный насос обкатывают и испытывают на стенде КИ-4200 или КИ-4815 (рис.11)
Рис. 11. Испытание шестеренчатого насоса: а-установка насоса на стенде КИ-4200; б-схема присоединения насоса к гидравлической системе; 1-штуцера для присодинения гидроагрегатов; 2-нагнетательный шланг; 3-испытуемый насос; 4-шланг всасывающей полости насоса; 5-скоба крепления насоса; 6-расходный бак; 7-фильтр; 8-счетчик расхода жидкости; 9-радиатор системы охлаждения; 10- центробежный фильтр; 11-переливной золотник; 12-тумблер счетчика оборотов; 13-счетчик оборотов; 14-манометр высокого давления; 15-блок низкого давления с манометром; 16-дроссель; 17-трехходовой кран.
Режим обкатки: без давления – 4мин., при давлении 2,0МПа – 7мин., при 4,0МПа – 5мин, при 7,0МПа – 4мин., при 10,0МПа – 12мин., и при 13,5Мпа – пять циклов по 0,5мин. Давление в нагнетательной магистрали регулируют дросселем.
Насосы испытывают на производительность при давлении10Мпа и температуре масла 45-550С. Результаты испытаний должны соответствовать показателям, приведенным в таблице 5.
Показатели отремонтированных шестеренчатых насосов. Таблица 5
| Марка насоса | Маркировка | Расчетная производительность за один оборот вала, см3 | Производительность при частоте вращения вала привода 1650 об/мин, л/мин | Показатели на стендах КИ-4200 и КИ-4815 | |
| Контрольный объем по счетчику, л | Суммарное число оборотов вала насоса, не более | ||||
| НШ-32У-Л | Р1 | 32,07 | 47,60 | 60 | 1090 |
| Р2 | 31,61 | 46,80 | 60 | 1110 | |
| Р3 | 30,86 | 45,80 | 60 | 1130 | |
Производительность отремонтированного насоса должна быть не менее 90% от расчетной, т.е. объемный коэффициент полезного действия должен быть не менее 0,9.
Если производительность насоса меньше 60% от расчетной, т. е. когда объемный коэффициент полезного действия насоса меньше 0,6, то такой насос подлежит ремонт.
По вопросам ремонта шестеренчатых насосов звоните нашим менеджерам по телефону +7(988) 666-40-77.


